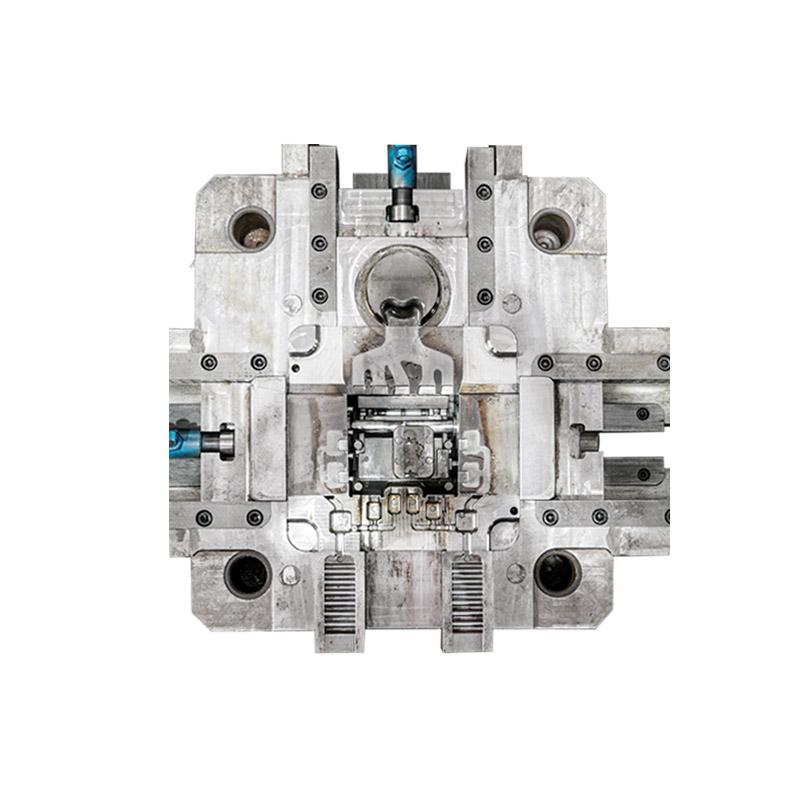
La differenza tra
stampo per pressofusionee stampo in plastica
1. La pressione di iniezione dello stampo per pressofusione è grande, quindi il modello deve essere relativamente spesso per evitare deformazioni
2. Il cancello dello stampo per pressofusione è diverso da quello dello stampo a iniezione e l'alta pressione del cono diviso è necessaria per decomporre il flusso.
3. Il nucleo dello stampo per pressofusione non ha bisogno di essere spento, poiché la temperatura nella cavità dello stampo supera i 700 gradi durante la pressofusione. Pertanto, ogni stampaggio equivale a una tempra una volta. La cavità diventerà sempre più dura. Lo stampo a iniezione generale deve essere temprato a un valore superiore a HRC52.
4. Gli stampi per pressofusione generalmente necessitano di nitrurazione nella cavità per evitare che la lega si attacchi alla cavità.
5. In generale, lo stampo per pressofusione è relativamente corroso e la superficie esterna è generalmente azzurrata.
6. Rispetto allo stampo a iniezione, il gioco di montaggio della parte mobile dello stampo di pressofusione è maggiore, poiché l'elevata temperatura del processo di pressofusione causerà l'espansione termica e se il gioco è troppo piccolo, lo stampo lo farà essere bloccato.
7. La superficie di separazione dello stampo per pressofusione ha requisiti più elevati, perché la fluidità della lega è molto migliore di quella della plastica. È molto pericoloso che il materiale ad alta temperatura e ad alta pressione voli fuori dalla superficie di separazione
8. Lo stampo ad iniezione è generalmente esaurito dal redance, dalla superficie di troncatura, ecc. e lo stampo di pressofusione deve avere una scanalatura di scarico e un sacco di raccolta delle scorie;
9. Lo stampaggio è incoerente, la velocità di iniezione dello stampo per pressofusione è veloce e la pressione di iniezione è uno stadio. Gli stampi di plastica vengono solitamente iniettati in più sezioni e mantenuti sotto pressione.
10. Gli stampi per pressofusione sono stampi a due piastre che vengono aperti contemporaneamente. Diversi stampi in plastica hanno diverse strutture del prodotto. Gli stampi a tre piastre sono comuni e il numero e la sequenza delle aperture dello stampo sono abbinati alla struttura dello stampo. Gli stampi per pressofusione di solito non utilizzano ditali quadrati, cilindri e perni obliqui (alta temperatura e buona fluidità della soluzione), che sono facili da incastrare e portano a una produzione di stampi instabile.